
Induction Annealing
Application Notes
Our induction annealing equipment and systems are capable of heating very small areas within precise production tolerances, without disturbing individual metallurgical characteristics
Popular Induction Annealing Application Notes

Annealing copper tubes to create formed tubes and pipes
Induction offers the same result every time, which makes it ideal for a high volume process such as this one. The previous oxidation issue forced them to polish the handles which added a step in their manufacturing process.

Annealing a stainless steel handle
Induction offers the same result every time, copper tubes of various geometries heated to temperature in a matter of seconds, which makes it ideal for a high volume process such as this one.

Annealing ammunition casings
Induction offers the same result every time, while a torch often delivers variation and there is no open flame with induction.

Annealing stainless steel tubes
The client’s parts were heated to the desired temperature in less than three seconds. Their gas oven required twice as much heating time as the induction process. Induction is more energy-efficient and requires less space compared to a gas oven.

Annealing stainless steel tubing
Looking to replace an inefficient oven process, part is heated in just 30 seconds, improving efficiency for this application

Annealing a copper wire connector (crimp)
The client wanted to be able to heat parts of various sizes, which was achieved with a concentrator coil. This is a new process for the client, and Induction foster’s lab expertise proved very valuable when creating the process.

Annealing steel wire for a medical application
The wire achieved the targeted temperature within three seconds. By bringing their process in-house, the client will have better control over the end product. Induction foster was able to perform a free laboratory test and design a process that could enable the client to bring the process in-house in a cost efficient manner, and even connect them with an automation partner to maximize productivity

Annealing stainless steel caps for a dental application
Requirement to anneal large quantities of work-hardened crowns suggests induction for precise, controllable heating. Since oxidation is unacceptable in the finished product, Induction is the appropriate choice for heating in an inert atmosphere...

Annealing brass and bronze tubing prior to bending to form handrails
A twelve-turn helical coil is used to heat an 8” (20.3cm) area 3” (7.6cm) above the end of the tube. Each of the four tubes require a different heat cycle and time to reach the required temperature.

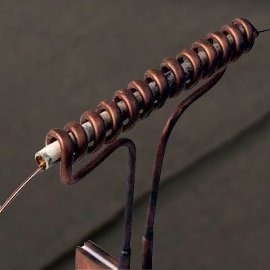
Annealing a zinc wire prior to forming pellets for air rifles
A fourteen-turn coil is used to heat 3.9” (100mm) of zinc wire. The wire is placed in the coil for 5 seconds to reach the desired condition just prior to the forming process.
The Artificial Intelligence
"To maximize the efficiency of your induction processes and reap the benefits of IGBT technology, contact us for assessment and custom quote on induction heating & melting machines."