
Induction Soldering
Application Notes
Soldering with induction can improve your soldering process without flame or irons. Soldering with induction heating focuses energy only in your part. Solder your materials in a repeatable, precise flameless process.
Popular Induction Soldering Application Notes

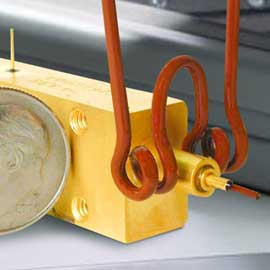
Heating a Kovar Ferrule for Glass Soldering
The solder formed a relatively uniform domed seal around the fiber despite the asymmetry of the open C coil. It took under 10 seconds to heat the part to soldering temperature

Soldering a Fusible Copper Strip
It takes under 10 seconds to heat four copper strips concurrently, resulting in a boost in throughput for the client. Induction is a highly repeatable process that heats just the area of the copper strip that requires it.

Soldering a pair of magnetic steel pins
Heating with induction required under 10 seconds and is a highly repeatable process; the customer can expect the same result every time with only the portion of the part requiring heating being heated. There is no open flame with induction, which makes it a safer method of heating than torch heating.

Soldering a rivet onto a steel tank cap with induction heating
Induction proved faster than the client’s previous heating torch process. It is also is a repeatable heating process, so the client gets superior results and is more energy efficient than torch heating. Induction doesn’t have an open flame and introduces less heat into the work environment than a torch

Soldering copper tabs for stringing, tabbing solar panels
Induction’s precision heating ensures repeatable results and less damage to surrounding substrates while demonstrating reduced heat loss and lower energy usage...

Soldering a copper grounding lug and wire
For this grounding lug soldering application, induction delivers consistent result is achieved each time and does not present a flame, so it helps create a safer, cooler working environment than other methods

Soldering brass and steel radiator caps
The heating process is completed within 15 seconds with consistent results without the use of flame, creating a safer, cooler working environment...

Soldering a copper tube to a brass valve [flow valve]
The heating process was completed within 12 seconds, faster than the client’s gas torch and more reliably. Without flame, induction helps create a safer, cooler working environment.

Soldering a copper wire, contactor assembly [motor]
High intensity heat must be applied to the joint area for this application so that thermal conduction of the copper does not sink away the heat delivered from the induction process.

Soldering a copper wire, contactor assembly [motor]
High intensity heat must be applied to the joint area for this application so that thermal conduction of the copper does not sink away the heat delivered from the induction process.
The Artificial Intelligence
"To maximize the efficiency of your induction processes and reap the benefits of IGBT technology, contact us for assessment and custom quote on induction heating & melting machines."